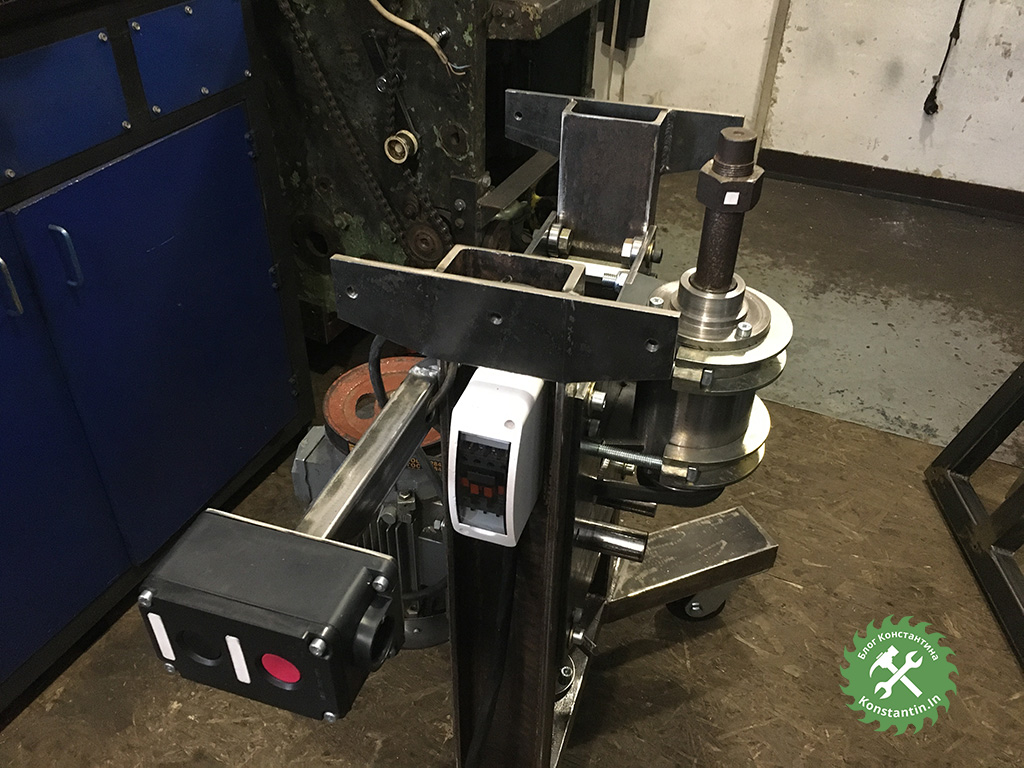
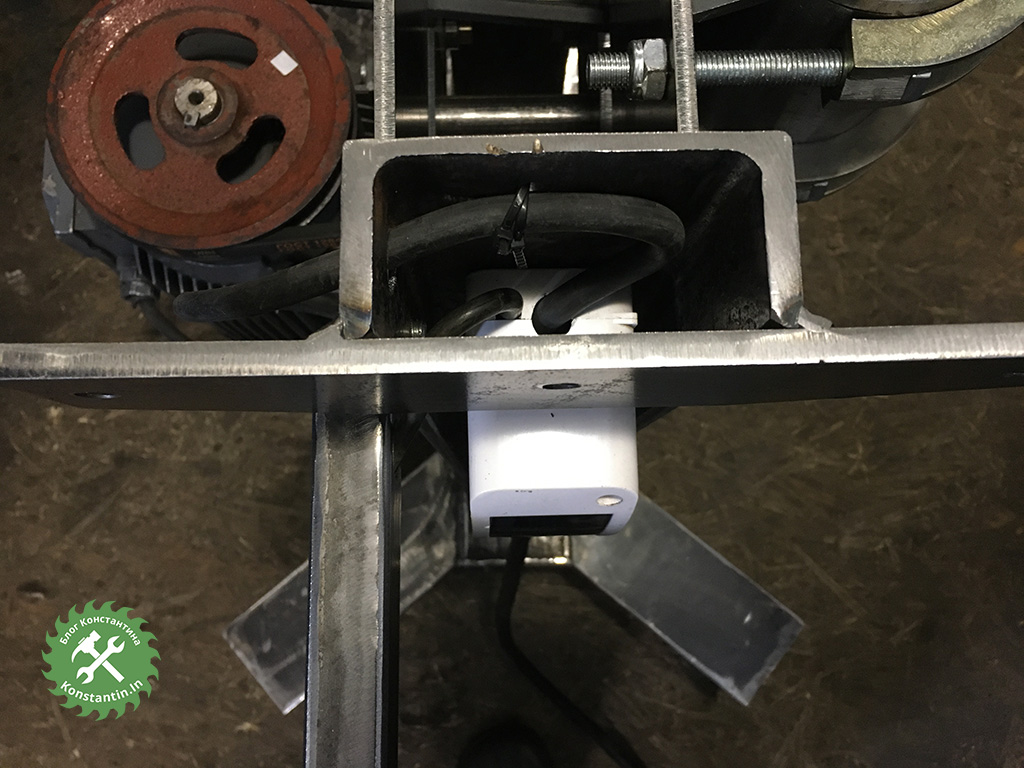
Продолжаю изготовление фрезерного станка по дереву. Держатель кнопочного поста представлен на фото ниже. За основу держателя взята профильная труба 20х40, кусок уголка и кусок листового металла толщиной 3 мм. Из листового металла изготовлена площадка под кнопочный пост, по центру сверлится отверстие, в которое потом пройдет кабель управления катушки магнитного пускателя. В профильной трубе тоже имеется отверстие. Держатель кнопочного поста будет закреплен на раме фрезерного станка двумя винтами Din912.
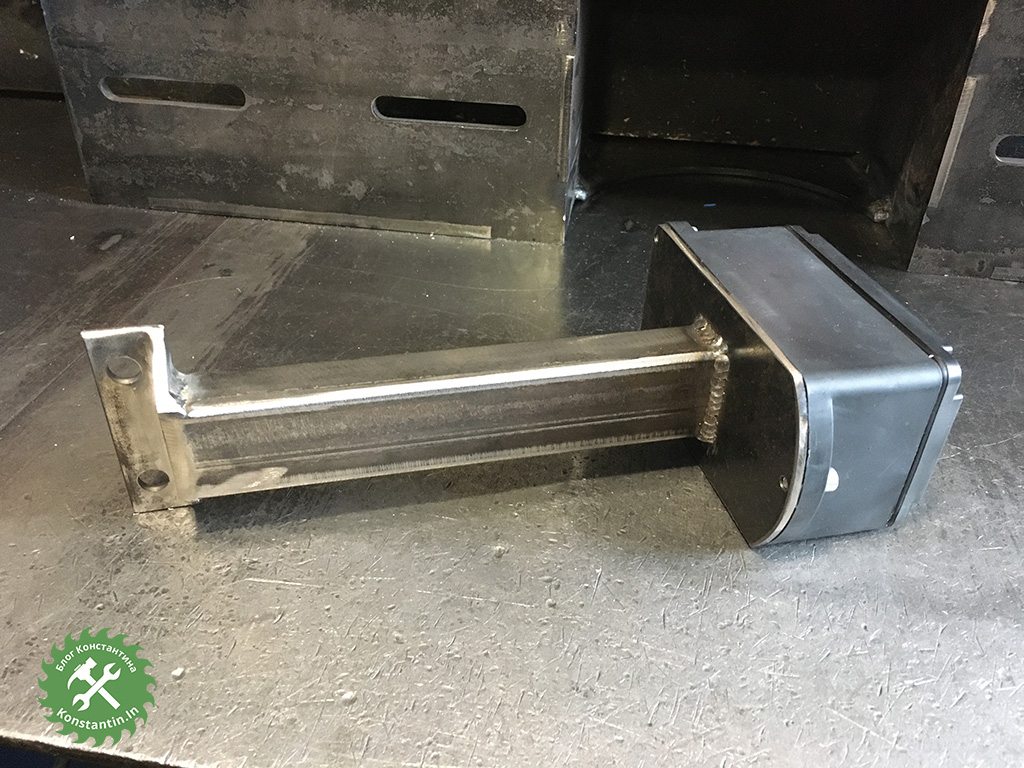


Из обрезков листового металла толщиной 1 и 2 мм были изготовлены защитные кожухи. Верхняя часть кожуха и «лапки» из металла толщиной 2 мм, «юбка» из металла толщиной 1 мм. Защитные кожухи фиксируются на щеках каретки винтами Din912.






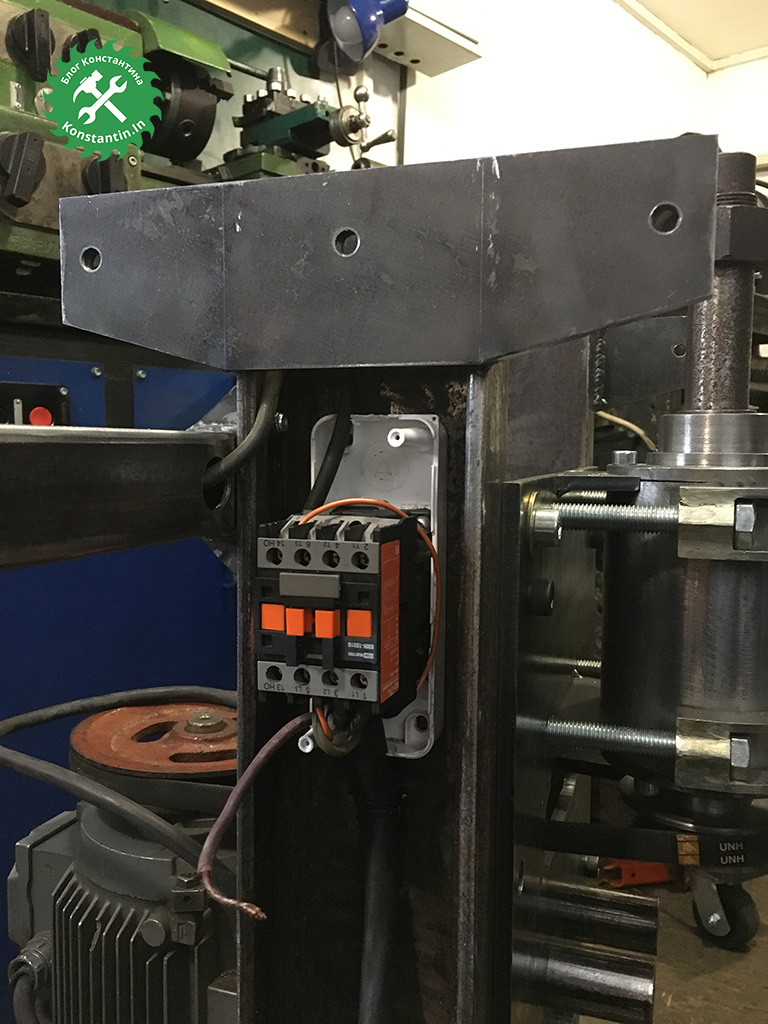
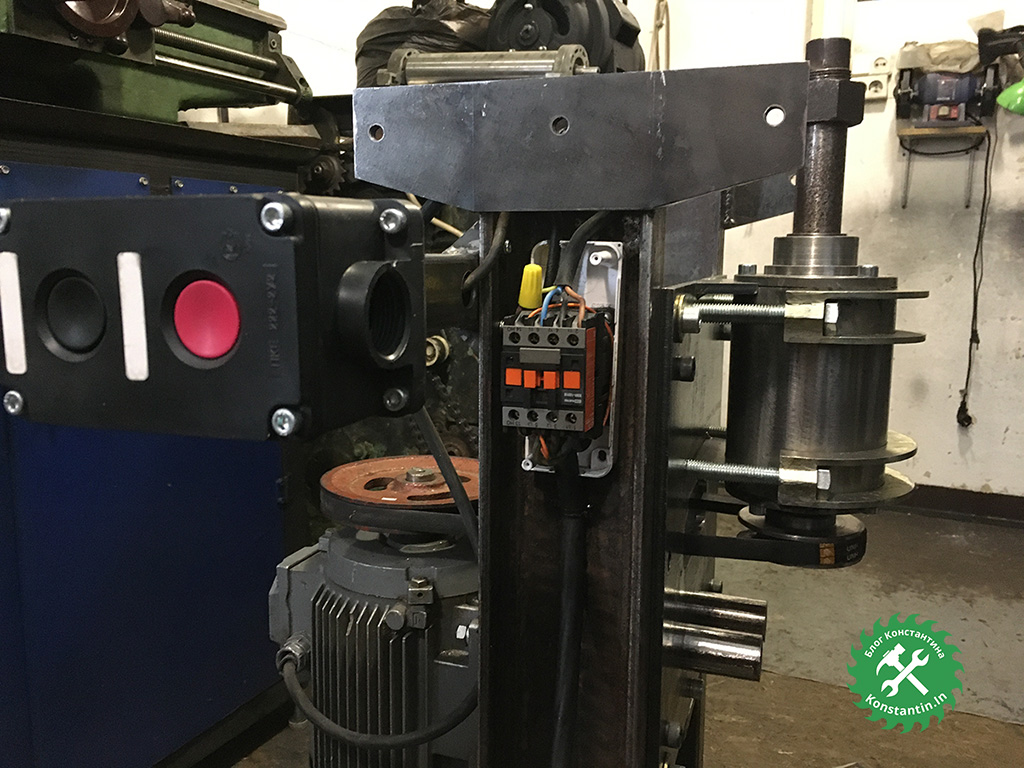
Магнитный пускатель будет спрятан в коробочке от автоматов. Пластиковая din-рейка и часть пластика были удалены, теперь магнитный пускатель прекрасно помещается в эту коробку. Магнитный пускатель и нижняя часть коробки фиксируются на раме винтами М5.

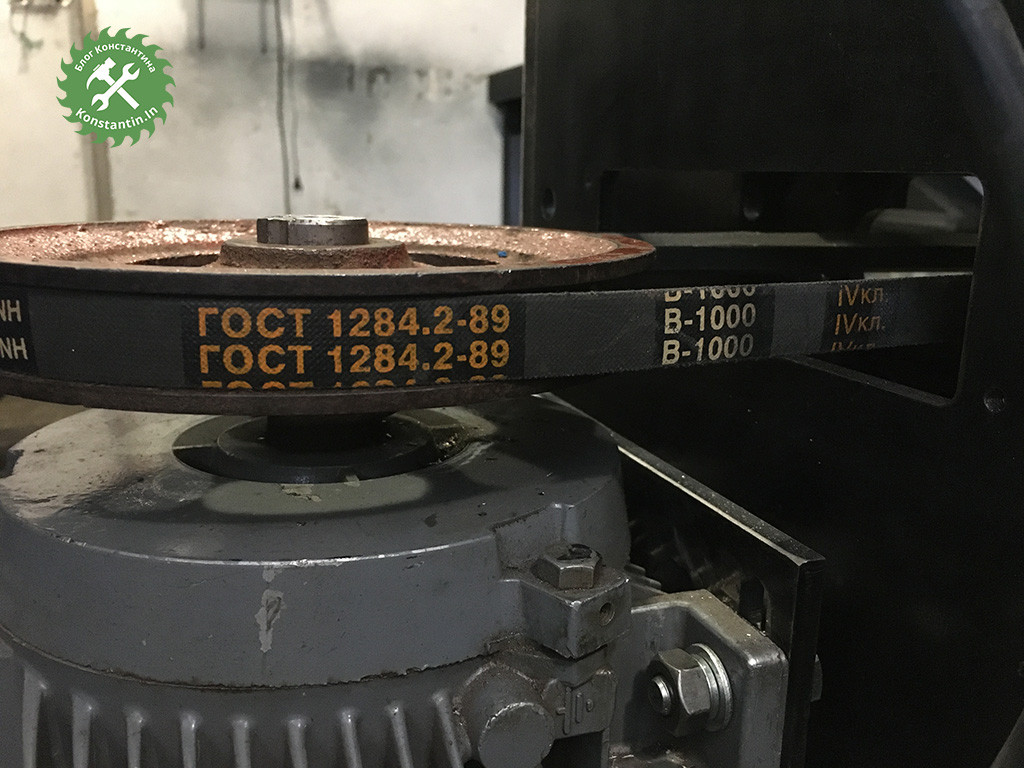
Установил ремень Б-1000, скорей всего потом заменю его на Б-950, он тоже подойдет, а двигатель будет расположен ближе к каретке.
Подключил силовой кабель, сделал пробный пуск. Угадал с расположением фазных проводов, двигатель вращался в нужную сторону.

После пробного пуска установил крышку коробки, надежно зафиксировал силовые кабели.
Решил замерить обороты двигателя и шпинделя. Обороты двигателя получились 2977, а на шпинделе 5498.


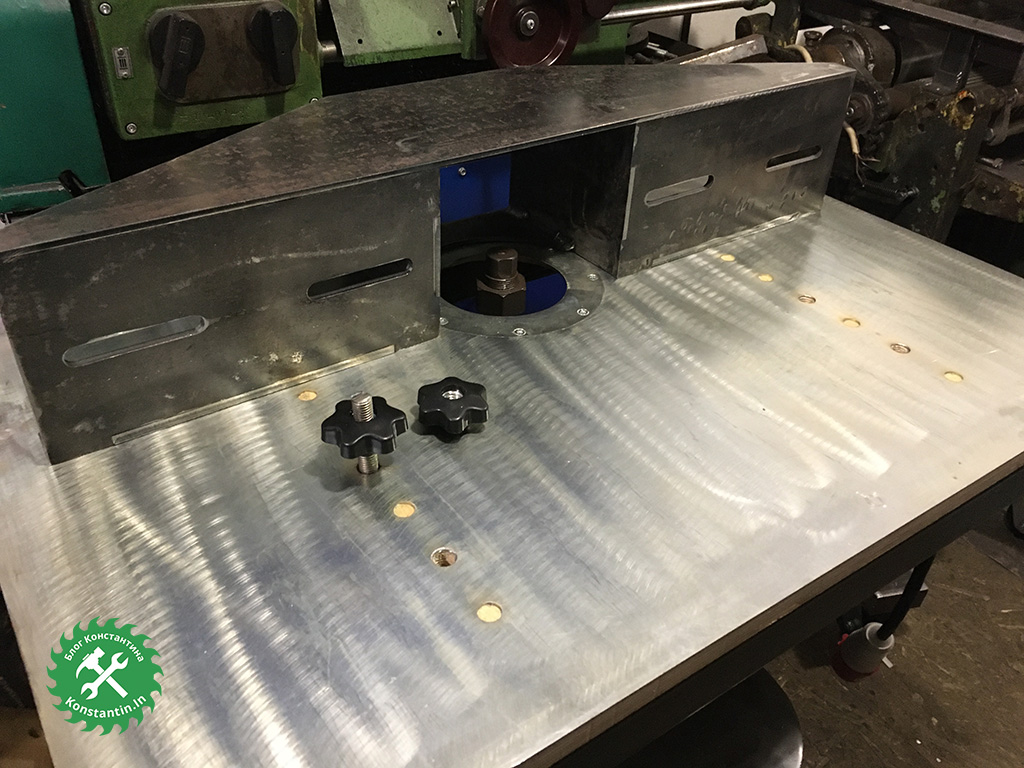
Столешница фиксируется по периметру рамки винтами-конфирматами.

В столешнице имеются отверстия диаметром 14 мм, под отверстиями (столешницы) проходит уголок 50Х50. Просверлил сквозное отверстие в столешнице и в уголке, а затем нарезал резьбу М14. В последствии тут будут крепиться прижимы с помощью шпильки М14 и гайки-барашка.



Подвижные столы изготовлены из листовой стали толщиной 12 мм. В отверстия вварены шпильки М14. С помощью гайки-барашка подвижные столы будут фиксироваться на упоре. Увы, на данном этапе допустил досадную ошибку! Проварил шпильки на подвижных столах, а надо было только прихватить. По сути, там были переточенные болты, которые не выпадут в процессе эксплуатации. После сварки 12 мм листы чуток погнулись, теперь придется фрезеровать всю поверхность. Хотя изначально подвижные столы были практически идеальны.





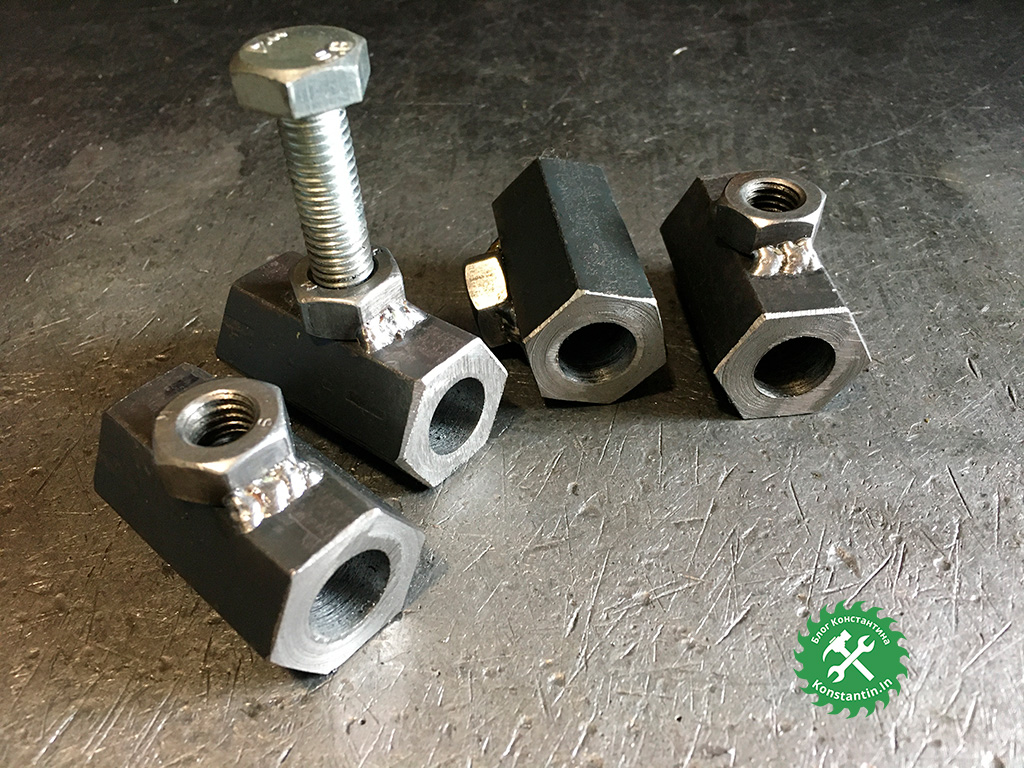
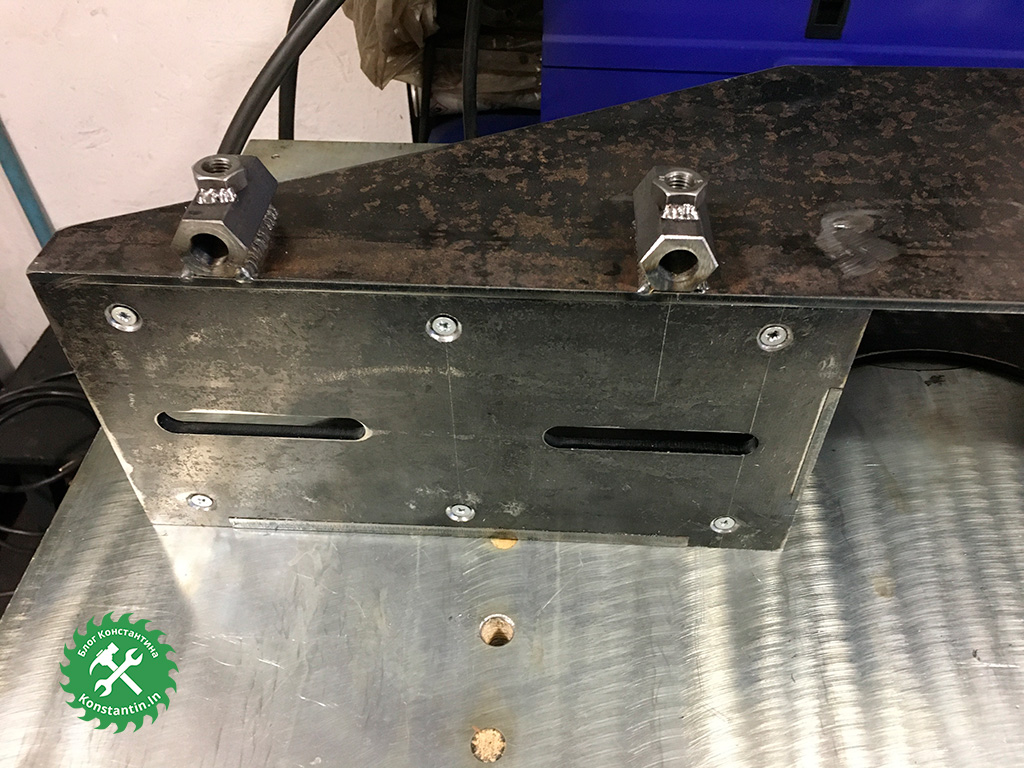
Из шестигранника выточил будущие фиксаторы вертикальных прижимов. Сверху приварена гайка М10.

В упоре просверлены отверстия и нарезана резьба М5. С помощью этих винтов планирую выравнивать поверхности подвижных столов.

На момент написания статьи принял решение заменить эти винты на более крупные, М10. Винты будут закручиваться с обратной стороны упора. Полагаю, поверхность подвижных столов можно будет подправить таким способом и обойтись без фрезеровки всей поверхности.
Лето вносит свои коррективы, работа над станком остановилась, продолжение будет осенью…